
Imprimiendo modelos para el mod
Update 28/03
Al final me decidí por los modelos de Devon Jones, este hombre tiene mucho material de la misma linea de diseño, muy combinable y la verdad, de una calidad exquisita, así que no le dí muchas vueltas al tema y me centré en muchos de sus diseños de paredes de piedra, paredes en ruinas, suelos de piedra, columnas y un sin fin de recursos que ayudarán a vestir el interior del Medieval chess scene P5 Casemod.
El primer reto con el que me topé al momento de maquetar el proyecto, utilizando recursos cad descargados de bibliotecas de internet en formato *.STL, fue el software para gestionar dichos modelos. Cuando empiezas no sabes lo que es un STL (la gran mayoría de ficheros que descargues, serán STL), ni siquiera sabes la diferencia entre un solido y una malla, en mi caso domino vectores en diseño digital, dibujos lineales, etc. y el sumarle el eje Z al tema tiene tela, yo pensaba que no sería para tanto, pero tiene misterio y desvelarlo para un autodidacta como yo, fue emocionante y un poco molesto al tener que hacerlo con el reloj a cuestas, debido al tiempo pre determinado para el proyecto. Para aquellos que no lo sepan, en 3D un objeto puede ser solido (una base de operaciones básicas unidas) o el objeto puede ser una malla que cubre toda una zona tridimensional, dando forma a un objeto hueco. Los STLs son ficheros del segundo tipo, mallas finas formadas por todo tipo de triángulos que, al momento de querer modificar no es tan fácil. No es fácil basicamente por que no es práctico, ni eficiente ni cómodo debido a que el STL no es un formato de fichero 3D nativo de ningún software actual evolucionado, hoy es como un formato universal que entiende todo software 3D, pero que ninguno se dedica a manipular dada su complejidad y peso.
Yo utilizo mayormente para 3D el SolidWorks, cuando inserté en el área de trabajo un fichero STL, no detectaba caras, aristas ni nada parecido, era como un solido flotando sin nada con lo que poder posicionar lo, luego descubrí que el fichero STL se puede importar interpretando toda la malla, pero hasta el fichero mas pequeño descargado tiene tanta cantidad de triángulos en la malla que es imposible de mover, incluso algunos STLs cuelgan el software, el que sea, probé con varios y me quedó claro que el STL es un fichero muy pesado para INTERPRETAR, se puede manejar sin detectar la malla, realmente técnicamente no se cual es la diferencia para que de un modo sea tan distinto al otro, pero es así. Entonces, si quería maquetar todo o gran parte del proyecto en 3D, tenía que hacer lo de la segunda manera y en Solidworks no. Os vais a reír donde acabé, luego de mucho buscar y probar, al final terminé en el 3D Builder de Windows 10, que me permite hacer muchas cosas con los ficheros STL, sin interpretarlos, como cortarlos, colocarlos en el entorno con la ayuda de que se peguen los objetos entre ellos por las caras, soldarlos, recortar los con otros objetos, simplificar o reducir la complejidad/cantidad de vectores, suavizarlos, en fin muchas cosas que son suficientes para poder ensamblar mi proyecto a escala con muchos ficheros STL, ver el resultado y poder utilizar el montaje para imprimir en 3D… y todo con una interfaz muy simple y amigable.
Una vez descubierto el 3D Builder y lo que me permite hacer y enumeradas sus capacidades, pude visualizar el proyecto en 3D maquetado, utilizaría varias herramientas accesorias, como el propio SolidWorks o Corel Draw, externas al 3D builder para cubrir sus carencias, pero era posible y me puse manos a la obra. Os dejo por aquí un worklog del montaje en 3D del proyecto, que iré ampliando poco a poco.
Como podéis ver, utilicé un cad que encontré del chasis a escala real, muy currado y cotado (comprobado) que me sirvió para partir desde una base sólida, plantee los componentes del PC en el lugar exacto donde pienso colocarlos y generé una matriz, desde donde podré moverme para ir colocando poco a poco los objetos que voy a imprimir y que conformaran el Medieval chess scene P5 Casemod. Una vez generado el objeto de referencia lo guardé como STL y lo coloqué en el software de windows 10 3D Builder, y empecé el montaje. Empecé por los muros que cubrirán todo el canto del chasis, cortando varios modelos de muros descargados de Devon Jones y generando un encastre para unirlos y que se vea lo menos posible la unión. Todo esto, desde un STL y en el 3D Builder es muy simple, el software a veces falla en el proceso, pero si le buscas la vuelta terminas consiguiendo lo que buscas, fallos provocados por trabajar con ficheros STL de mallas que hacen muy difícil, por lo que estoy viendo, la manipulación y «edición».
Estos muros fueron las primeras impresiones de prueba que saqué en ABS para probar por primera vez, dicho material. El ABS tiene muchos puntos a tener en cuenta, por lo que leí, es un material con exigencias térmicas mucho mas fuertes, necesitas el doble de calor en la cama de la impresora y unos 35º mas en el extrusor, de 215º para el PLA a los 250º que necesita el ABS no hay mucha diferencia, pero la cama de 50º a 100º si, esto nos dice que el material le cuesta mucho cogerse a la cama, incluso recomiendan usar un pegamento en la cama para asegurar la sujeción… pero como soy muy cazurro y hasta que no veo como explota, no me creo que sea peligroso mandé las primeras piezas a imprimir sin pegamento en la cama, me dije -si esto tiene mucha superficie de contacto en la cama, no creo que pase nada… viniendo de la experiencia de imprimir PLA es lógico, pero el ABS no solo no se coge igual, si no que ademas, encoje una vez enfriado y provoca lo que veis en las fotos, la mitad del muro largo, por el encogimiento se despego la mitad y se levantó, impidiendo esto que la pieza pueda continuar imprimiéndose. Sorprendido por la diferencia entre los materiales, ahora probaré con pegamento (cola de papel) en la cama y ya os contaré 😉
Los encastres los hice, desde el desconocimiento en el resultado una vez impreso, muy justos de olgura, quedando muy apretados hasta el punto inclusive, de que en algunos puntos no entran los encastres, los encastres previos lo había realizado en el mismo 3D Builder, uniendo cubos, así que exporté en STL el modelo de encastre actual, lo importé en Solidworks y realicé uno con un encastre que tenga juego de 0.7mm , ahora está imprimiendo los nuevos modelos a ver si es suficiente con ese margen, si no tocará aumentarlo…
Update 03/04
Están ya impresas las piezas en ABS con el encastre arreglado y os tengo que confesar que, acostumbrado a lo poco que he impreso en PLA, el ABS me parece un material «+delicado» y con sus mañas, no solo por el problema que visteis de que la cama caliente a 100º no fuese suficiente para sujetar el material firmemente durante toda la impresión y la necesidad de usar algún tipo de fijador ( o por lo menos las pocas pruebas que yo hice y que me demostraron eso)… hay tema para dominar este material al nivel que pretendo (leí incluso, que controlar la temperatura y la corriente de aire en la sala donde imprimes ABS es recomendable… parece que es delicado un rato el tema…). Debido a que el tiempo me apremia y visto que el PLA es un material a mi entender mas noble y que ya domino lo necesario, voy a descartar el ABS para este proyecto y quedarme con las ganas de usarlo, suavizarlo con acetona y todo lo que tenía planeado hacer y enseñaros… os cuento lo que me pasó:
La siguiente impresión no se despegó de la cama, monté una fina película de cola que me envió Prusa con la impresora y el material ABS, método que se acostumbra usar para impresiones con problemas de adhesión por poca superficie de apoyo, y genial, un poco sucio pero con agua sale bien y no hace falta reponer cola para las siguientes impresiones, pero el resultado no me gustó nada debido a varios motivos, algunos que ya solucioné y otros derivados del propio ABS.
Como podéis ver, la parte superior de los muros no sale correctamente, quedando huecos sin material y por consiguiente, agujeros por varios puntos. Esto es debido a que el material ABS al extruirse no endurece lo suficientemente rápido y cae cuando no hay nada debajo, esto se puede solucionar fácilmente aumentando la densidad de la estructura interna (denominado «infill», la rejilla que se hace por dentro, para no imprimir una pieza maciza innecesariamente) consiguiendo un apoyo mas próximo al momento de extruir sin soporte inferior, o también aumentando la cantidad de capas superiores macizas y forzando a que la impresora termine el relleno antes y comience a imprimir al 100% las capas finales, antes de comenzar con las «piedras» del diseño… pero esto lo descubrí luego de imprimir la misma pieza fallida que visteis antes en ABS, en PLA que también quedó con huecos en la parte superior…
Así que, viendo que en PLA pasa algo similar, encontré la solución a este tema forzando a imprimir al 100% Infill antes de lo estipulado en el perfil de configuración estándar del PLA que viene para la impresora, consiguiendo un acabado perfecto!
Ya tengo casi todo el perímetro inferior del chasis impreso, ahora están saliendo las ultimas piezas, puntualmente las «especiales», aquellas que tienen objetos recortados como el panel frontal con el botón de encendido y los USBs frontales, etc. Esta pieza de «muro» que cubrirá el panel frontal del chasis, y que tuve que retocar, me dio bastantes problemas, dado que el fichero STL que descargué tenia una mallado «problemático» para manipular. Con problemático me refiero a que, desde mi poco conocimiento, intentaba recortar la con el 3D builder y el programa crasheaba sin yo saber por que. Dado este caso, tuve que volver a buscar programas que hicieran algo similar, de manera mas eficiente, y esta vez encontré una opción y muy buena!, hasta ahora utilizaba el 3D Builder del Windows 10 que me era muy cómodo por su interfaz y simplicidad y el Autodesk Meshmixer para retocar alguna que otra cosa, ahora sumo las herramientas de manipulación de STLs el Autodesk Netfabb. Incluso, debido a este problema, decidí meterme un poco más en todo el software de Autodesk y aprender un poco como funcionan, deciros que encantado con el Netfabb, pero algunas cosas mejor hacerlas con el Meshmixer, pero lo mejor es la complementación de ambos!. La verdad es que el 3D Builder del Windows es muy básico, ahora que conozco un poco mas en profundidad los otros programas casi no lo uso, pero va muy bien si quieres hacer operaciones básicas o montar varios STLs en pantalla y ver como quedan en su sitio para pre visualizar los…
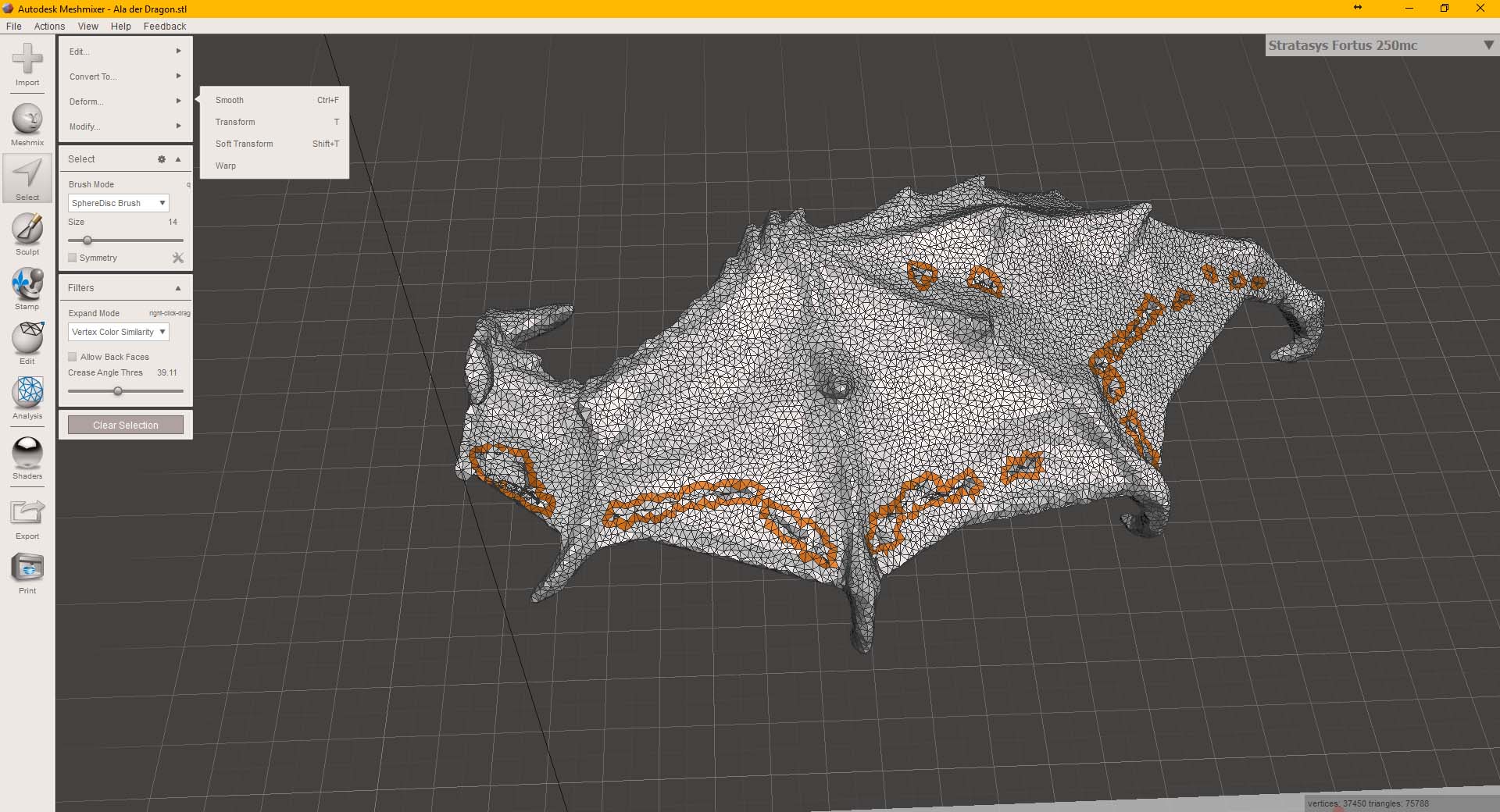
El problema que tenía era que, al mandar a troquelar una pieza, con la forma de otra, TODOS los programas crasheaban de una forma u otra. Mirando muchos videos para empaparme de los softwares de Autodesk encontré un vídeo que explicaban por qué a veces, el Meshmixer no hace bien la unión de objetos (a este tipo de operaciones se les denomina «Boolean») y el motivo era muy simple, la escasez de triángulos en el lugar de la intersección a soldar. Esto no tiene nada que ver para cortar, verdad?, pero me hizo preguntar, como están las piezas que yo quiero troquelar en esa zona ?. Aquí descubrí que las piezas de los muros que descargué, si bien están perfectamente para imprimir tal cual, en algunas zonas tienen triángulos «problemáticos» si vamos a manipularla. Con «problemáticos» me refiero a que en vez de, entre «piedra» y «piedra» del muro, digamos la distancia vertical que hay entre ellas (que será 1mm aprox), los triángulos fueran verticales (un vértice arriba y otros dos abajo, formando un triangulo pequeño) estaban horizontales y extremadamente largos de punta a punta de la pieza, y para cubrir este espacio una cantidad muy grande… Este dato, viendo el video que os dejé anteriormente, me dio que pensar, y aplicando la solución que propone Maker’s Muse descubrí que el corte ya no daba problemas, un descubrimiento interesante. Os dejo algunas imágenes del recorte de la pieza en cuestión, ya trabajando en Netfabb y Meshmixer.
Update 17/04
Tocaba el turno de empezar con el montaje de la parte superior del proyecto, donde estarían los componentes y el groso del trabajo de maquetación, intentando recrear una escena o ambiente medieval, utilizando muros de castillos similares al que visteis para la parte inferior y todo lo que encuentre interesante para integrar…
Continué utilizando el 3DBuilder de windows durante muy poco tiempo, hasta que decidí pasar todo el montaje del proyecto a Netfabb de Autodesk por cuestiones de limitación propias del 3DBuilder y aprovechando que ya me manejaba muy bien con Netfabb , así que mudé todo lo realizado a dicho software y a partir de ahora veréis toda la interfaz nueva.
Tocaba continuar con la parte superior del chasis y a ello me puse, hasta ahora visteis un modelo de suelo que descarté en este punto, iba a utilizar el modelo de Devon Jones, ahora voy a utilizar un suelo que encontré de Rocket Pig Games que tiene muchas variantes, suelo roto, con plantas y/o raíces, suelo con piedras, tierra, y más!, una opción mucho mejor para dar riqueza al diseño, matando la monotonía de las baldosas repetitivas que había planteado en un principio. Decidido el suelo y los muros, tocaba empezar el montaje superior…
En la parte superior del diseño utilicé la experiencia previa con el muro inferior, al momento de preparar los modelos STL para la parte superior, optimizando todas las mallas, no solo las problemáticas, antes de colocarlas en el montaje general del Netfabb, ya que dada la envergadura del proyecto, no tardaría en darme problemas si no lo hacía, debido a la densidad de triángulos que preveo manipular en toda la parte superior. Podría haberlo planteado de hacer por partes, segmentado o incluso, sin montaje previo o union Boolean de las piezas y luego pegarlas a mano, apañando el montaje de manera mas «artesanal», pero quería ver hasta donde se podía llegar haciendo esto al completo y maquetado desde cero en pantalla… tela marinera lo pesado que fue! jeje, pero si fuera fácil, no molaría tanto 😛
Os dejo de momento, unas imágenes de los nuevos suelos, de los muros y las optimizaciones realizadas en este punto y algunos tips de como manipular y cortar modelos STL con Netfabb y Meshmixer.
Bien, hasta ahora vimos los suelos, los muros y como se unieron utilizando la herramienta Boolean para soldar las (y eliminar la intersección interior de las mallas en la unión). Pero a medida que se sumaban piezas a la operación de unión, la acción era cada vez mas exigente, pesada y lenta de realizar, un poco como era de esperar a mas complejidad mas lento todo, pero la cosa era exponencial y a veces se hacía eterno todo. Llegado a este punto descubrí que la optimización que venía haciendo era insuficiente, ya que llegado al punto de soldar varias piezas el software volvía a crashear o bien, tardaba una eternidad (os hablo de mas de una hora por operación, que a veces no salía bien). Así que volví a necesitar saber algo mas de estas benditas mallas y como optimizar el manejo de ellas, para poder realizar dichas operaciones. Es aquí donde descubro Meshlab, una aplicación algo más tosca de interfaz pero tremenda mente eficiente que, sabiéndola llevar, era capaz de resolver problemas hasta ahora lentos o imposible de solucionar… para no entretenerme mucho en todos los detalles, os voy a mencionar algunas cosas que hice con el Meshlab, por ejemplo en los casos donde los vértices de la malla están muy cerca uno de otros, el Meshlab puede reducir la densidad de la malla si le damos un valor mínimo de distancia entre vértices, esto reduce drástica mente la cantidad de caras (triángulos) de la malla sin perder en exceso calidad siempre que manejemos un valor mínimo no muy grande, y en este proceso no se vería afectada la parte de la malla que ya es mayor al valor mínimo indicado (por ejemplo, va genial para la parte de los muros donde los triángulos eran horizontales en vez de verticales, que hacía la malla muy densa, optimizando la malla en un solo paso y super rápido hasta en un 60%, digamos que abres la pieza y tiene 1.000.000 de triángulos y luego del proceso se queda en 330.000… y esto sin perder prácticamente nada de resolución). También me encontré con un nuevo problema, las caras invertidas en la malla… para que os deis una idea de lo que es, si tomamos como ejemplo un cubo que tiene 6 caras, una malla de STL optimizada al 100% para dicho cubo sería de 12 caras (12 triángulos) y hasta aquí todo fácil, pero ademas cada cara tiene una propiedad de orientación, digamos que las 12 caras tienen una cara exterior y otra interior, lógico ¿no?, pero que pasa si a ese cubo lo machaco con procesos de uniones boolean con otros objetos una y otra vez?, y si los objetos no son tan simples como cubos?, la respuesta es que todo cambia, aquel cubo simple de 12 caras triangulares cambia cantidad de veces y en ocasiones, el software para conservar la apariencia del objeto, por complejidad muy alta o por error, invierte la orientación de las caras de la malla en algunas partes… volviendo al cubo optimizado de 12 caras, la primera operación de soldar lo con otra pieza era un momento, pero luego de la manipulación, estos triángulos invertidos u orientados incorrectamente ralentizan enormemente la interpretación del objeto provocando que las próximas operaciones boolean sean mucho mas difíciles de hacer y por consiguiente, lentas o imposibles. Para detectar los triangulos invertidos Meshlab es el dios, en unas pocas operaciones, rápidas y sencillas detectas y eliminas muchos problemas… Me ayudó mucho al momento de manejar ya muchos objetos manipulados… pero no todo es tan facil ni se aprende tan deprisa!!! jaja, la primera vez que utilicé Meshlab me pasé de rosca en el proceso de reducción de vértices, a la vista parecía que estaba todo bien pero luego al imprimirlo el resultado no me gustó mucho y tuve que volver atrás y asignar un valor menor al proceso de reducción de vértices…
Os dejo unas imágenes donde se ve el proceso de manipulación y unión de varias piezas (muros) para convertirlos en el cover de la fuente de alimentación y unos timelapses del trabajo realizado por la Impresora.
Terminado el Cover de la Fuente de alimentación, unido y resuelto el problema de resolución, tocaba imprimir la primera pieza del montaje superior, pero al colocarla en el rip de impresión (utilizo Simplify3D) me doy cuenta de un pequeño detalle jeje, lo mas básico que os podréis imaginar pero que a veces por estar centrado en otras cosas olvidas tener en cuenta, en este caso que la pieza que preparé para imprimir, excede la dimensión permitida de impresión, vamos que es muy grande y que hay que cortarla. Había pensado en esto antes, pero mira entre tanto problema con el software, prueba un programa y otro, crash y crash se me pasó. Tampoco pasa nada por que esto es un obstáculo muy común en impresión 3D, el imprimir objetos mas grandes que la cama de impresión de tu impresora pasa muy a menudo, pero vamos que teniendo lo en cuenta, al momento de soldar y montar el CAD podría haber sido todo mas fácil si lo preparaba mas pequeño. Para cortar la pieza utilicé Meshmixer, que los STLs puros los lleva muy bien, cortando la por donde consideraba que se notaría menos la unión y exportando el resultado en dos ficheros STLs distintos.
Para imprimir estas piezas reduje la cantidad de capas superiores que había estado utilizando para imprimir los muros inferiores del chasis, entre otras cosas… os dejo a continuación imágenes del corte de la pieza para que entre en la impresora y los parámetros de impresión que utilicé para sacar la primera pieza del montaje superior del proyecto, junto con algunas tomas de dicha pieza.
Impresa la primera pieza grande importante del proyecto, la primera de la parte superior y que sería de un tamaño y complejidad prevista máxima, me dispuse a pulir detalles de todo el proceso que hasta ahora os he ido comentando, para solo continuar con las cosas claras y con ya nada por descubrir, aplicando todo lo aprendido y consiguiendo el mejor resultado para cada pieza impresa a continuación. El proceso de maquetado y adaptación de los ficheros STL estaba claro, lo que no me resultaba del todo a mi gusto era que en algunos casos, en la unión de las piezas se notaba mucho, resultaba evidente que eran dos piezas unidas, yo quería eliminar dentro de lo posible y sin mucho mareo, esa marca. Para ello utilicé Meshmixer con los ficheros STL listos para imprimir, digamos un paso previo a soltar el STL en el Simplify3D. En el Meshmixer solo utilicé para este proceso la herramienta de «Eliminar y rellenar» dentro del menú «select» y el proceso solo necesita que selecciones los triángulos de la malla implicados justo en la zona de la unión de los objetos y decirle que los elimine y los rellene, que junto a unos parámetros muy amistosos me permitieron eliminar toda evidencia de la unión de modelos… os dejo unas fotos del proceso para que juzguéis vosotros mismos.
Repasados todos los pasos para crear una pieza compuesta, refinar la y soldar varias, solo queda lo creativo y laborioso de montar pieza a pieza que creará el Medieval chess scene P5 Casemod
Os dejo algunas fotos de lo que os he guardado del proceso completo, ya que prácticamente tengo completo el montaje en 3D. Próximamente añadiré algunas tomas algo mejores, para que veáis en detalle todo. Deciros que fue algo muy pesado de realizar, se mueven Gigabytes de información y pude descubrir de primera mano el porqué los diseñadores 3D necesitan MUCHA potencia de hardware y MUCHA memoria RAM, solo deciros que monté 3 ordenadores en plan granja, a los que controlaba mediante Team Viewer para realizar las tareas mas toscas y lentas y poder encadenar trabajo, ya que si no hubiese sido esto muy difícil de conseguir en tiempo (empecé tarde, lo se, pero es lo que hay :D), por lo menos desde mi experiencia, que tampoco creáis que es mucha… pero lo importante es cumplir el plazo con el concurso y no tenía tiempo para inventar otra cosa tampoco jeje…
Sin mas, os dejo algunas imágenes.
Imágenes de las piezas saliendo de la Impresora:
Montaje 3D FINAL TERMINADO!
Montando piezas impresas
Una vez impresas todas las piezas, realizo un montaje para comprobar que toda la escala está correcta y que todo ocupa su lugar coincidiendo todo perfectamente, previo al paso de pintar las piezas y hacer el montaje final al chasis.
Prácticamente todas las piezas impresas, en la zona de unión entre piezas, presentan una leve deformación que hará tanto la coincidencia corpórea como el pegado, algo problemático, así que me dispuse a afinar las uniones, lijando dichas zonas para hermanar las piezas mejor.
Os dejo unas imágenes del proceso y el pre-montaje casi terminado.